
Detailing our 1996 Jaguar XJR Supercharged engine
Our 1996 Jaguar XJR Supercharge is almost ready to leave our workshops so as always we call the experts in to give it it’s final


Our 1996 Jaguar XJR Supercharge is almost ready to leave our workshops so as always we call the experts in to give it it’s final

Our beautiful 1996 Jaguar XJR Supercharged restoration is now complete and ready to be go home. Having owned the car from new this as been

A big thank you to the guys at GP Products in West Sussex for producing a brand new set of Jaguar XJR door handle gaskets for us.

After a full interior detail and a deep clean of the carpets. the newly refurbished interior has now been refitted.

Our wheels have returned fully refurbished thanks to the guys at Wheelworx in Bury St Edmunds. Now fitted on brand new Continental 225 45 17R tyres supplied by Ken

Tommy has successfully completed the welding repair of our 1996 Jaguar XJR seat. Once finished, he coated the brackets in gloss black ready for Pete

A huge thank you to the guys down at Demand Engineering as we now have a brand new, custom made stainless exhaust system fitted to our

The ceiling cloth has been removed so that we can make up a brand new one. It is a common issue for the Jaguar XJR

[vc_row][vc_column][vc_column_text]Our 1996 Jaguar XJR has returned from the paint shop and is now ready for the clean and refit. The loose external components can be

Our Jaguar XJR body preparation is now complete and the car has been primed, ready for paint. Tomorrow morning we’ll apply the first coat of

The body rectifications have now been completed on our 1996 Jaguar XJR Supercharged. The car is now off to the paint shop to prepared for

We have now completed the final sill repair work on our 1996 Jaguar XJR Supercharged. We’ve cut out, repaired and replaced the inner and outer

Just as we thought we had addressed the rotten areas ready for paint we uncovering more behind the inner sills. Not a huge task but

The new wheel arches are now fitted up and ready for shaping. Tommy is now removing the inner sills and fabricating new as a direct
Tommy has made real progress over the last few days removing the existing wheel arches, repairing the internals and replacing with new. From leaving the

Rather than replacing original parts unnecessarily we have spent some time cleaning up the original heat shield and refitted. It now looks as good as

The rear axle is now fully rebuilt and Pete and John have secured it safely into position, back on top the car ready for her

We are now on the final stages of building up the axle of our 1996 Jaguar XJR Supercharged. It has taken us a little longer

We’ve removed the front and rear seats in preparation for the colour feed treatment. The seats will be cleaned up and carefully fed with new

With the underside almost complete Pete has sealed up the arches before building back up the suspension components.

Here we have a collection of key components that require a preparation and a re spray to freshen up the look.
With the underside now fully stripped and certain areas cleaned back to metal it’s time for Pete to mask up the areas in preparation for

Pete has started to strip back to bare metal the areas underneath to fully clean up, repair, treat and repaint the underside ready for the

The strip down process has now begun on our 1996 Jaguar XJR Supercharged. The rear axle, front suspension, shocks, springs have all been removed and

[vc_row][vc_column][vc_column_text]Our 1996 Jaguar XJR Supercharge ready to be stripped in preparation for the body repairs to be carried out.[/vc_column_text][/vc_column][/vc_row][vc_row][vc_column][vc_gallery type=”image_grid” images=”15292,15293,15294,15295,15298,15299,15300,15301,15302,15303,15304,15305,15306,17271,17274,17275″][/vc_column][/vc_row]

Today we’ve collected one of our next projects, a 1996 Jaguar XJR Supercharged. Owned by the family since new, it has been stored in a
Our 1996 Jaguar XJR Supercharge is almost ready to leave our workshops so as always we call the experts in to give it it’s final detail.
As the car has undergone a full respray the engine is already complete but the engine has remained in situ for the entire project so a lot of attention was needed on detailing underneath the bonnet.
Paul Johnson Valeting, as always, carried out an excellent job for us.




Our beautiful 1996 Jaguar XJR Supercharged restoration is now complete and ready to be go home.
Having owned the car from new this as been a very unique and very special restoration.







A big thank you to the guys at GP Products in West Sussex for producing a brand new set of Jaguar XJR door handle gaskets for us. Amazingly, these gaskets are almost impossible to find as spares (like a lot of spares for the XJR) so our only option was to commission a new set using a bespoke template.

Softcut
Our production plants produce ‘soft-cut’ gaskets from every conceivable type of flexible gasket material. Utilising the most modern methods of production we are able to supply special one-off and short run work on a variety of presses, including conventional hydraulic presses, CNC operated Milling cutters, Laser-Jet, Water-Jet cutting machines and just as importantly, from our hand-fabrication department. Using automatic presses, we also produce parts in multi-millions from all types of tooling. These parts can include simple washers for plumbing installation or insulators used in electrical switches. Larger components produced in bulk tend to go to industries such as Automotive or Domestic Appliance, where demands for today’s laboursaving devices are forever increasing. Soft-cut is a general term for gaskets produced in any material that is flexible – ranging from inexpensive gasket papers, through to Corks, Rubbers, Fibre based materials, Felts, Foams, Plastics etc., – all of the materials in our stock range are converted. Production is not limited to straightforward flat cut parts, we can also form parts into shapes. Material such as Leather is still used to produce cup washers for valves for instance and electrical insulation materials are often produced with bends and creases to give a continuous electrical resistant barrier inside many pieces of equipment.
Spiralwound
Spiral Wound gaskets are supplied world-wide to reliably seal flanges which are subject to arduous pressure and temperature conditions. This type of gasket is able to accommodate pressures from high vacuum to over 700 bar (10000 psi) and seal at temperatures from cryogenic to 1650°C. They are available in all metals and fillers, either to International standards, (ANSI B16.5, BS1560, BS10, BS4504,MSS SP44, DIN and AP1605) or custom made to individual sizes.
Flange
Tooling to produce pipe-flange gaskets for every conceivable table including BST, ANSI, JIS and ASA is used to make flat gaskets for industries including Petrochemical, Water, Gas and Sewage! With standard sized gaskets certain series are kept on the shelf for ex-stock deliveries, although many of our products are in stock materials that can be produced immediately for dispatch, often on the same day!
Metalic
Corrugated gaskets: Corrugated gaskets are ideal for irregular shapes and low pressure applications. They are available in a wide range of thin sheet materials. The gaskets can be faced with many different sealing materials such as PTFE, Non-Asbestos, Graphite, Rubber etc, to enhance their performance. Laminated with mineral boards and encased in a PTFE envelope they provide the standard sealing system for glass lined vessel flanges.
Metal clad gaskets: Metal clad gaskets can be manufactured in any specified combination of metal and filler material. Complex shapes are no problem. Heat Exchanger gaskets can be made in a one-piece construction or with welded-in pass bars to suit the application. Various different styles of gasket are available, the metal cladding around the softer core giving great strength and versatility to the gasket. With Rubber, Woven Ceramic, Non-Asbestos millboard, PTFE and Graphite available as fillers inside outer cladding made from Soft Iron, Soft Steel, Copper, Monel, Brass, Stainless Steel, Chrome Aluminium, Incoloy, Titanium, Inconel or Nickel a huge selection of sealing conditions can be met.
Solid metal gaskets: All types of solid and expanded metal gasket materials are used to produce items from simple flat washers and shims to specialised lens rings and grooved profiles. These can also be supplied with flexible sealing materials bonded or vulcanised to the surface where required to give more sealable surfaces (especially useful on damaged flange faces). Special expanded rubber faced metals are produced (mostly for automotive applications) that exhibit high sealing properties at extended temperatures. These materials are particularly suited to high temperature operating conditions where parts need to meet exacting tolerances and guaranteed working lives.
Metal reinforced gaskets: Various materials and configurations are utilised to manufacture flat gaskets used for many different applications. Using reinforcement layers made from wire strand, thin sheet, tanged (metal sheet pierced with a special hole design and configuration) and expanded metals the British Gaskets Group manufacture gaskets using material bases from Non-Asbestos to Graphite and Mica.
After a full interior detail and a deep clean of the carpets. the newly refurbished interior has now been refitted.





Our wheels have returned fully refurbished thanks to the guys at Wheelworx in Bury St Edmunds.
Now fitted on brand new Continental 225 45 17R tyres supplied by Ken and the team at Fast-Fit next door.
We are now on the final stages of the restoration with just the finishing touches to complete. The paint imperfections are now being completed and then it’ll be a trip back to Demand Engineering for the exhaust tailpipes to be fitted and then we are looking at a final once over before she heads back home.






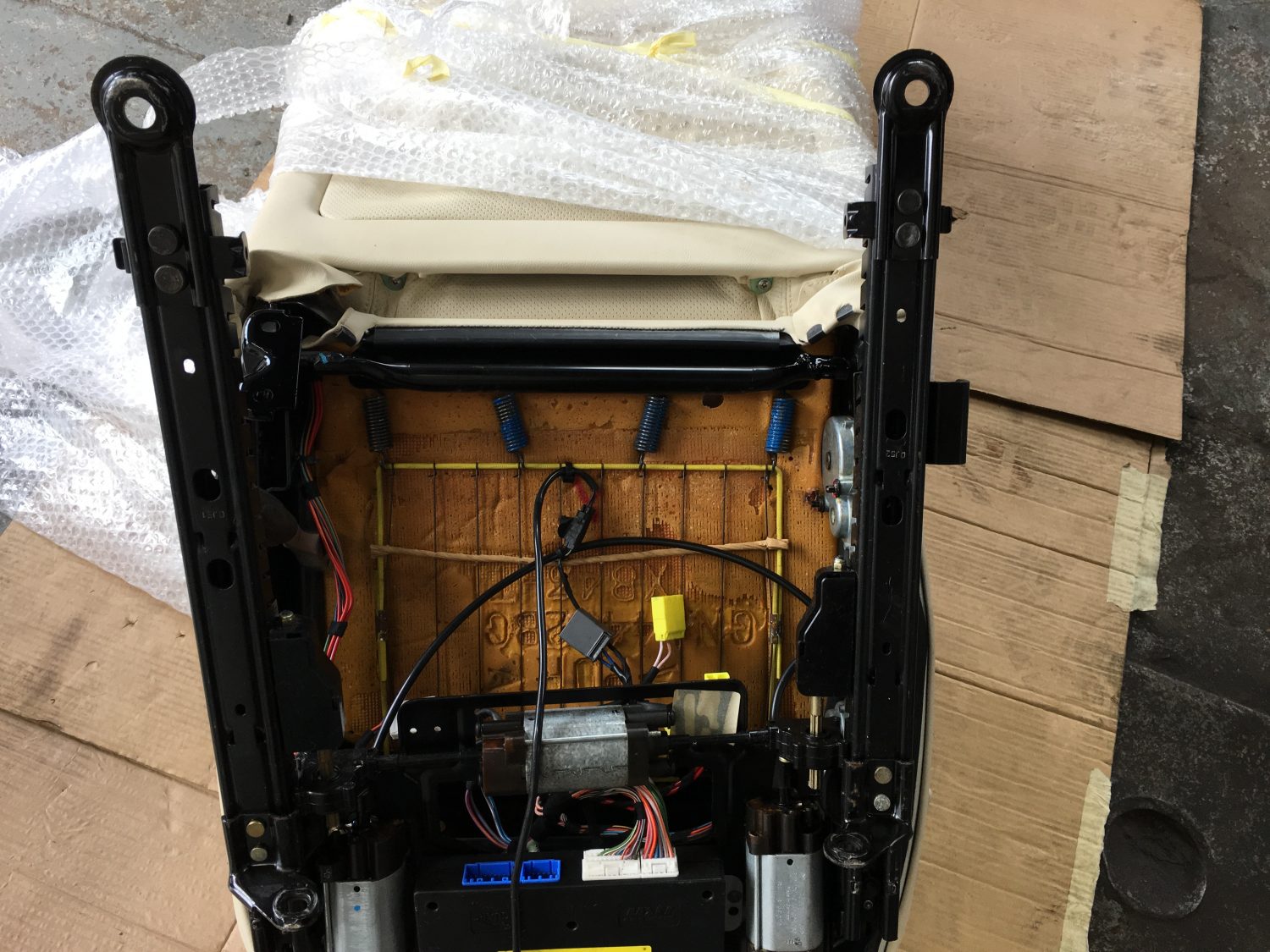
Tommy has successfully completed the welding repair of our 1996 Jaguar XJR seat. Once finished, he coated the brackets in gloss black ready for Pete to refit.


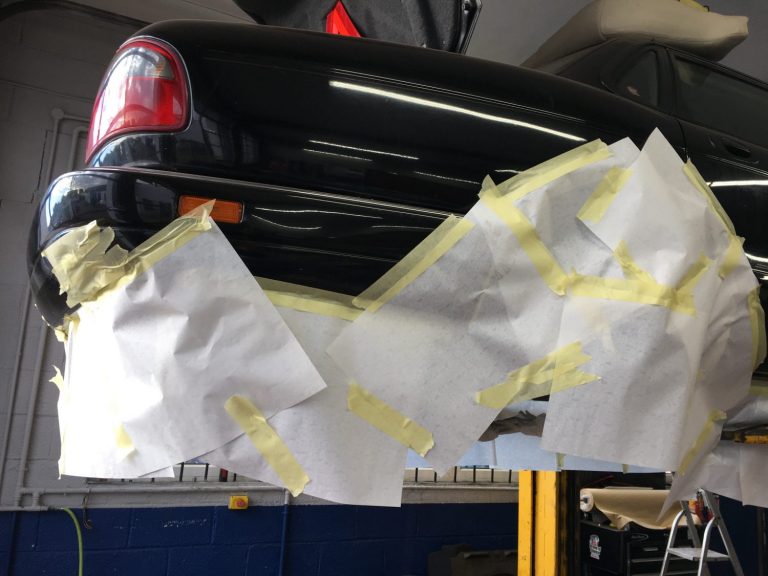
A huge thank you to the guys down at Demand Engineering as we now have a brand new, custom made stainless exhaust system fitted to our 1996 Jaguar XJR Supercharged.
The mufflers and tailpipes are yet to be fitted as the rear bumper need to be attached. Once attached we will be able to line up the rear of the exhaust system.




The ceiling cloth has been removed so that we can make up a brand new one. It is a common issue for the Jaguar XJR ceiling cloth to drop as a result of the adhesive that was originally used not functioning as it should.

A new ceiling cloth is being produced as we speak and will be reinstall later in the week.
We can then look to refit the interior and finish off the final parts of the rebuild.




[vc_row][vc_column][vc_column_text]Our 1996 Jaguar XJR has returned from the paint shop and is now ready for the clean and refit.
The loose external components can be fitted back up but before the newly refurbishment seats can go back in the new audio system will need to be installed.
The system is being upgraded to offer Bluetooth capabilities as well as premium speakers and amplifier being a new addition.
[/vc_column_text][/vc_column][/vc_row][vc_row][vc_column][vc_gallery type=”image_grid” images=”19431,19432,19433,19434,19435,19436,19437,19438,19439″][/vc_column][/vc_row]
Our Jaguar XJR body preparation is now complete and the car has been primed, ready for paint.
Tomorrow morning we’ll apply the first coat of gloss black.


The body rectifications have now been completed on our 1996 Jaguar XJR Supercharged.
The car is now off to the paint shop to prepared for paint.


We have now completed the final sill repair work on our 1996 Jaguar XJR Supercharged. We’ve cut out, repaired and replaced the inner and outer sills on both sides of the car and now we are only days away from getting her in to our paint-shop to be prepared and painted.



Just as we thought we had addressed the rotten areas ready for paint we uncovering more behind the inner sills.
Not a huge task but one that was unexpected so Tommy is busy working on correcting the areas.


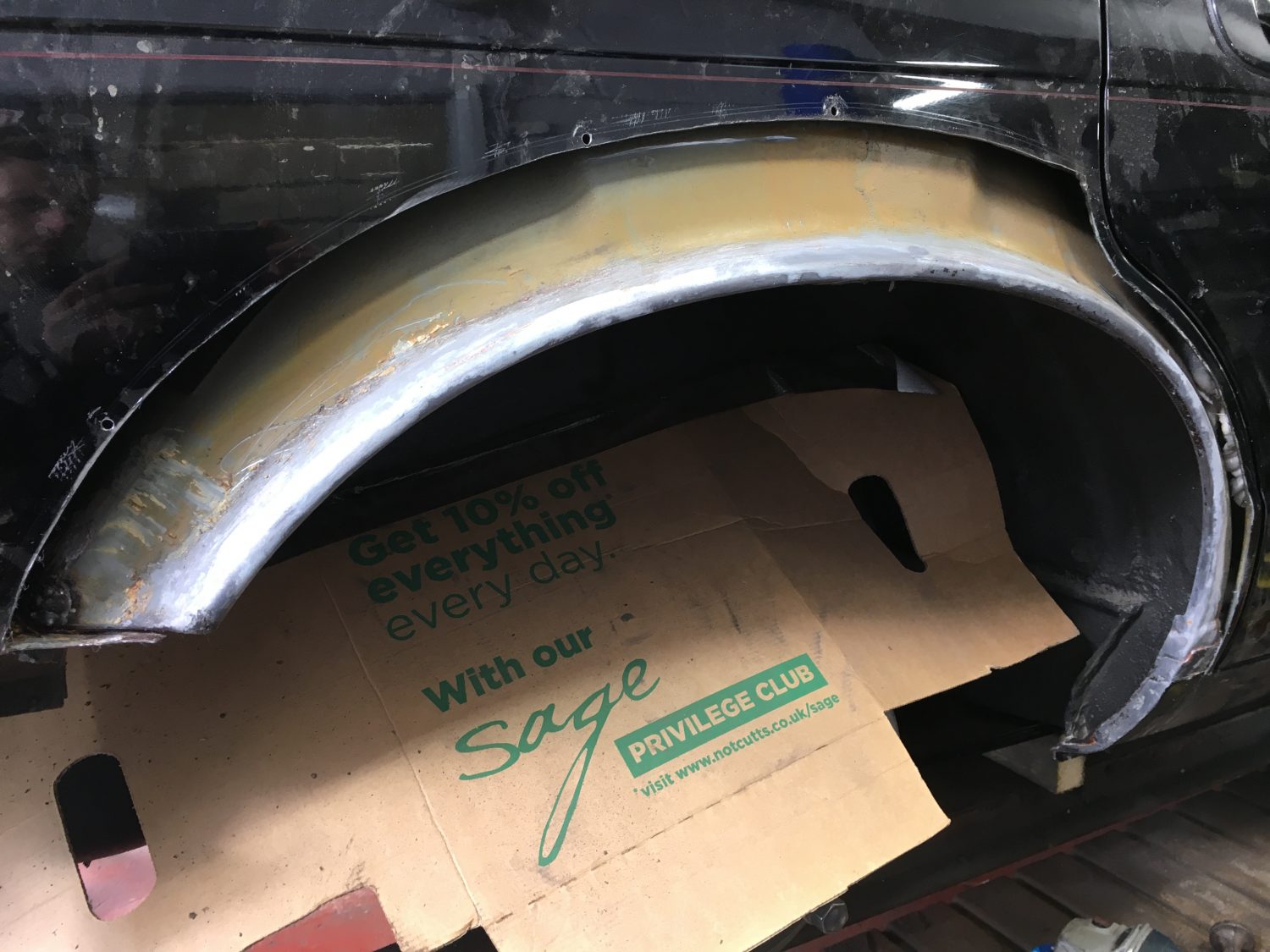
The new wheel arches are now fitted up and ready for shaping.


Tommy is now removing the inner sills and fabricating new as a direct replacement. As you can see, the sills have suffered hugely over the years and the metalwork needs to be cut out at the source and replaced with new. Not tackling these problems correctly will result in the affected areas deteriorating even more.








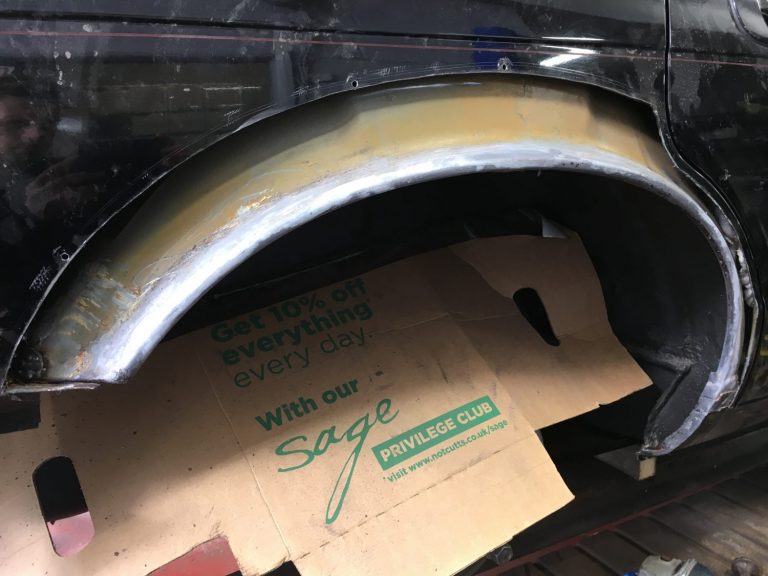
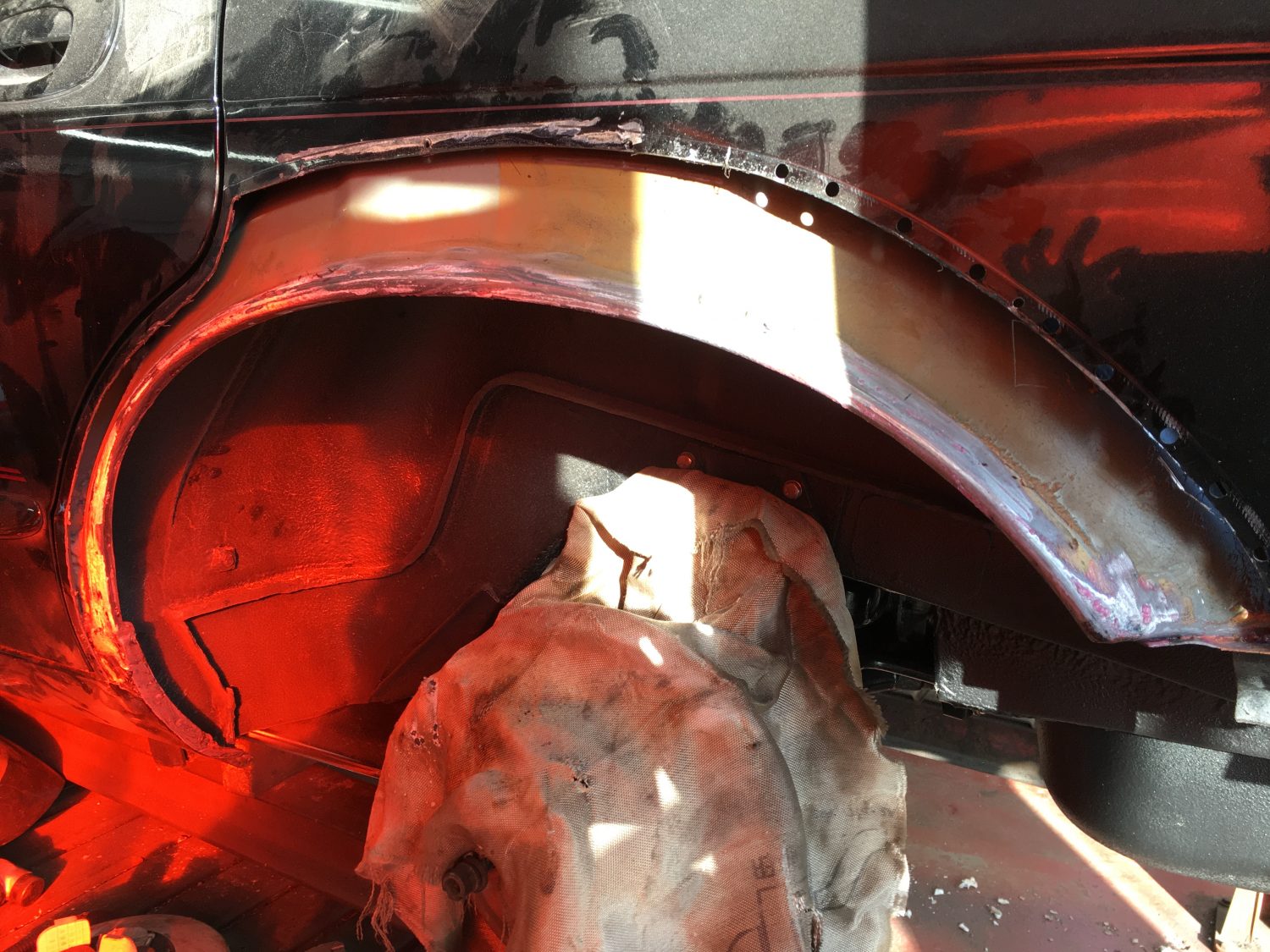
Tommy has made real progress over the last few days removing the existing wheel arches, repairing the internals and replacing with new.
From leaving the factory, the Jaguar XJR inner arch was sealed using a second layer to help position the panel as well as act as extra protection in the form of a special adhesive. This is not a common method but to stick to originality we wanted to replicate this when fitting the new panels.
For now, we have removed the outer arches and lined up the new panels ready to be fitted up.


Rather than replacing original parts unnecessarily we have spent some time cleaning up the original heat shield and refitted. It now looks as good as new.

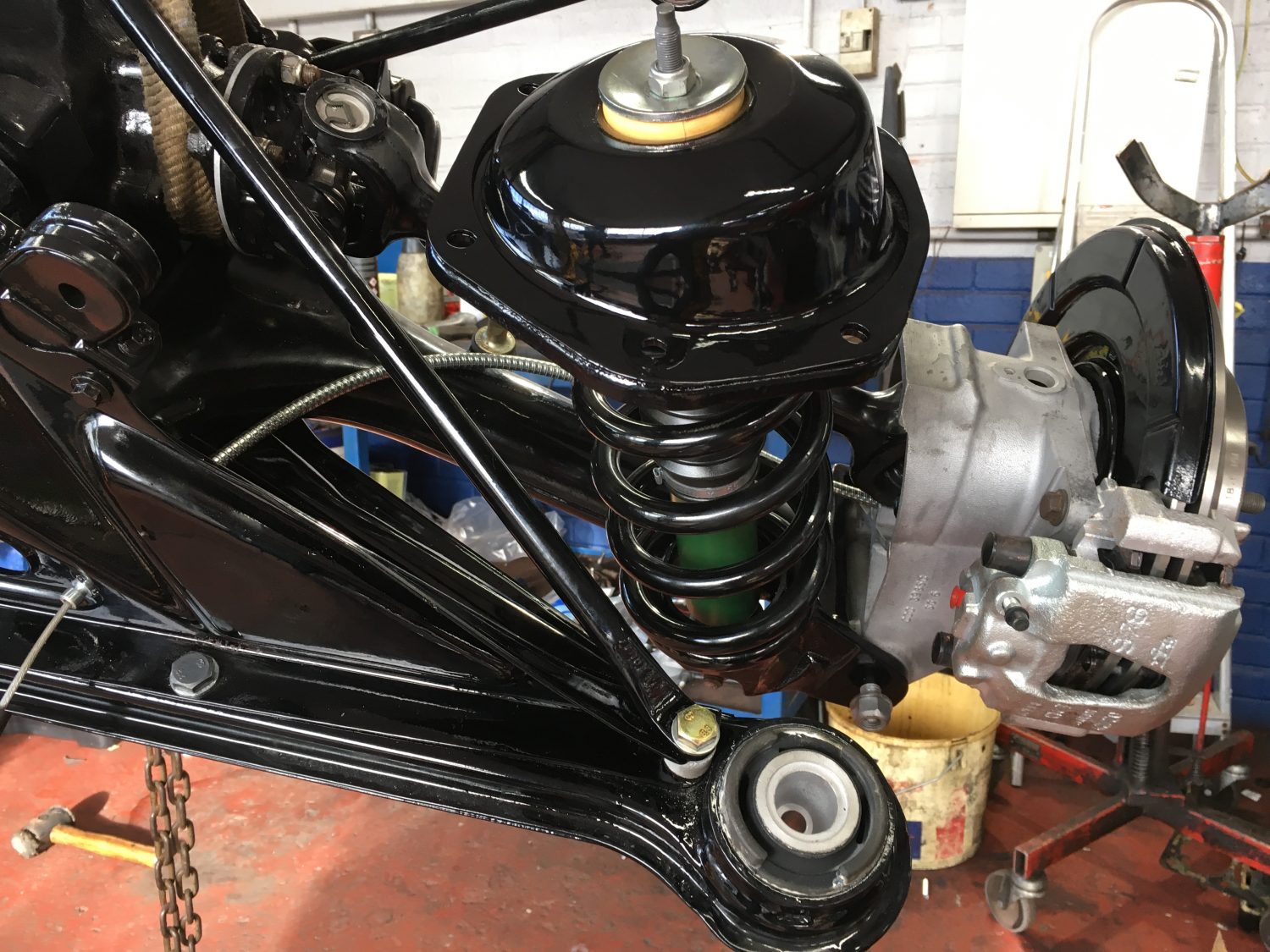
The rear axle is now fully rebuilt and Pete and John have secured it safely into position, back on top the car ready for her to be put back onto her wheels.




We are now on the final stages of building up the axle of our 1996 Jaguar XJR Supercharged. It has taken us a little longer than expected due to parts coming in from Jaguar but now we have them Pete has been able to crack on with the project.
We are hoping within the next few days we’ll have the car back in and fitted up ready for body preparation and paint.



We’ve removed the front and rear seats in preparation for the colour feed treatment.
The seats will be cleaned up and carefully fed with new colour before being imprinted with the leather pattern. This process is a fantastic way to freshen up the look of the interior without having to strip and re-cover.



With the underside almost complete Pete has sealed up the arches before building back up the suspension components.




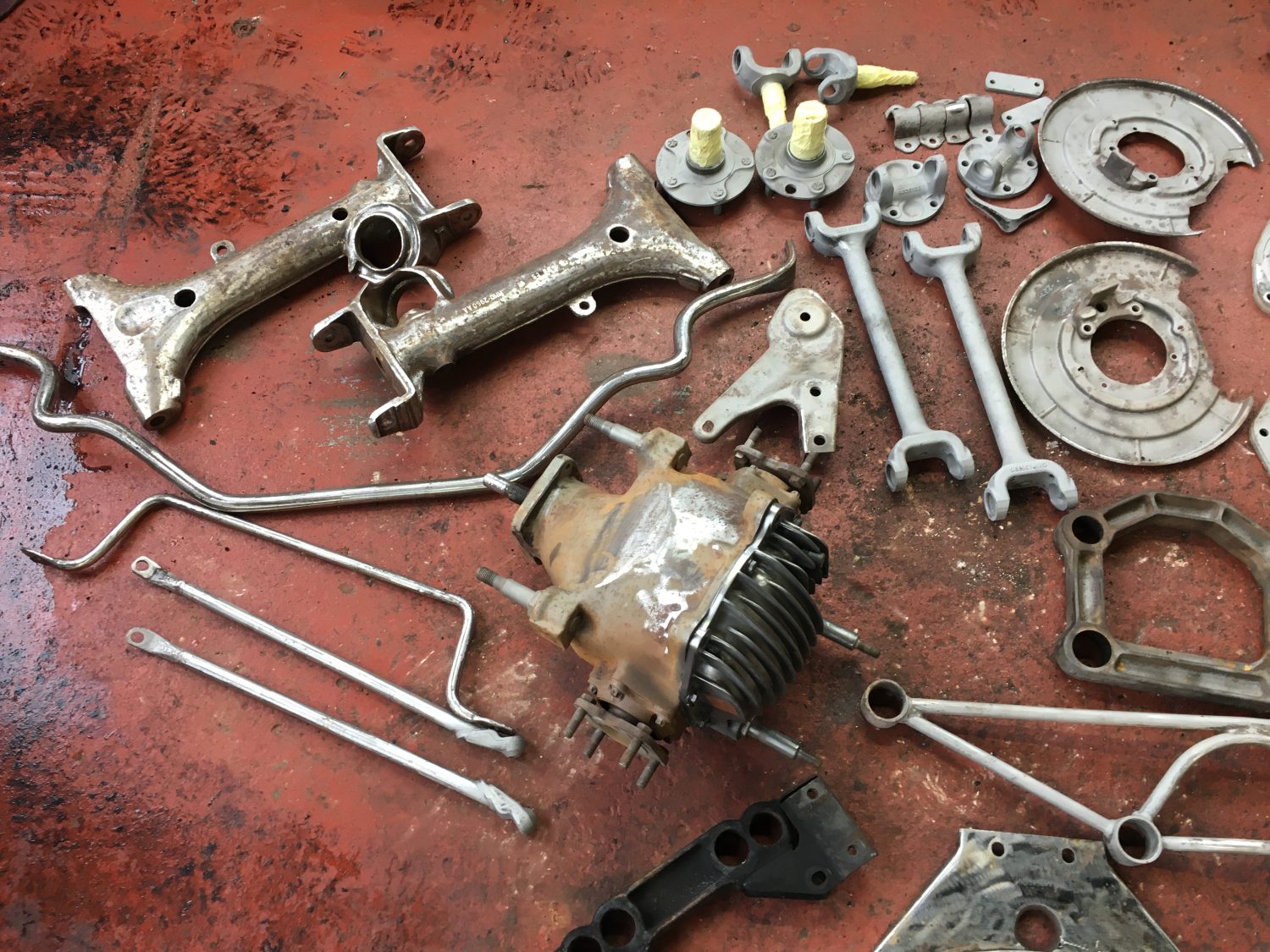
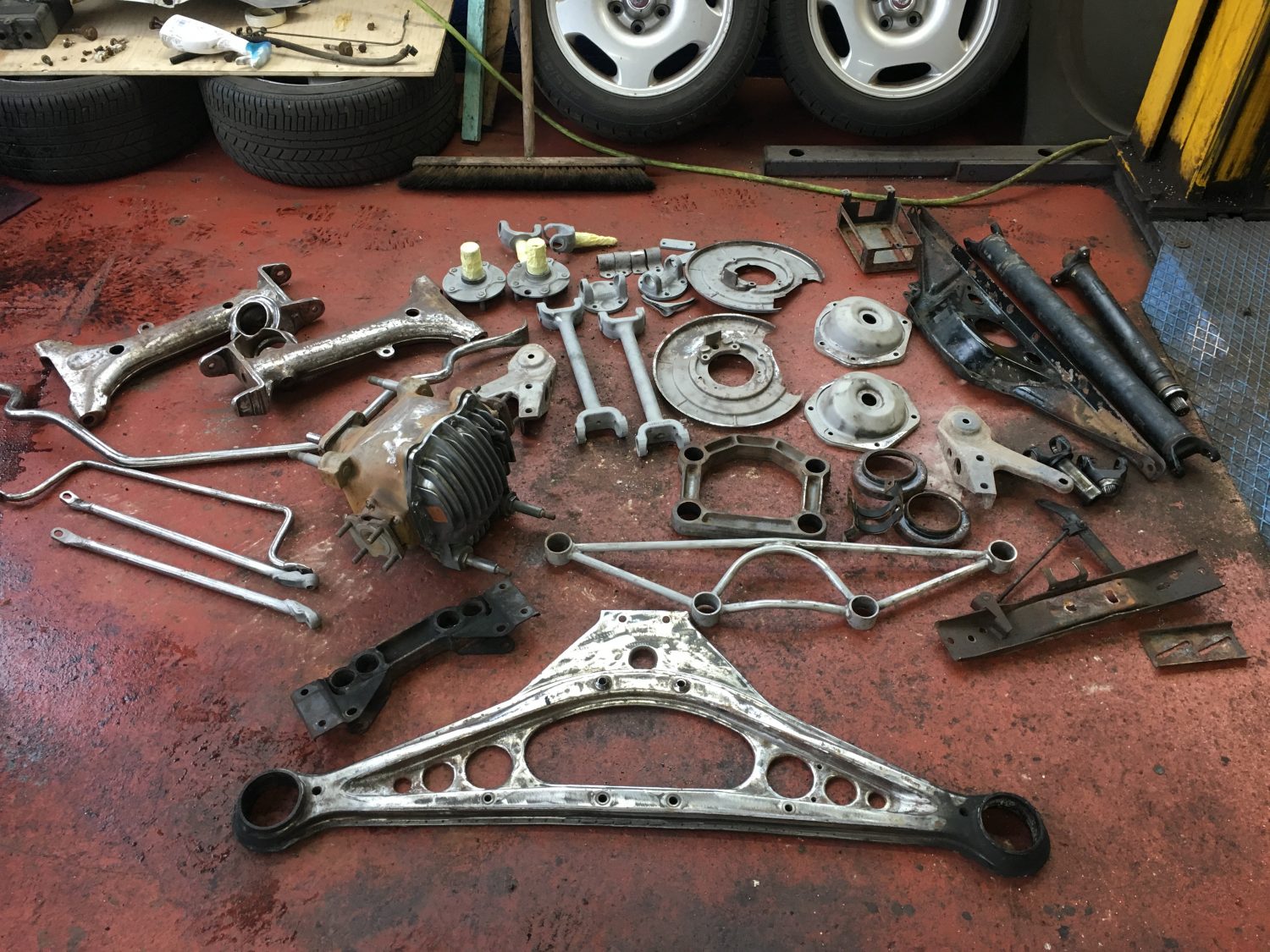
Here we have a collection of key components that require a preparation and a re spray to freshen up the look.



With the underside now fully stripped and certain areas cleaned back to metal it’s time for Pete to mask up the areas in preparation for the underside treatment.
The treatment will will be applied once the cleaning is fully complete and will not only freshen up the look but will protect the areas that are most exposed to the elements. It is beneficial for all vehicles on the UK roads to have a treatment applied to the underside of a vehicle. It is a very cost effective way of prolonging the life of your vehicle.







Pete has started to strip back to bare metal the areas underneath to fully clean up, repair, treat and repaint the underside ready for the new suspension components to be fitted up.






The strip down process has now begun on our 1996 Jaguar XJR Supercharged.
The rear axle, front suspension, shocks, springs have all been removed and stripped down to reveal the corroded fuel pipes running through the underside. With the rear axle out of the way the fuel pipes can fully replaced with new but that’s not before the underside has perfected.
The exhaust system has also been removed.
The underside will undergo and full and thorough clean down with new components being fitted up where necessary.
It’s obviously early days on this project but Pete has made great progress over the last two days and let’s hope it continues.























[vc_row][vc_column][vc_column_text]Our 1996 Jaguar XJR Supercharge ready to be stripped in preparation for the body repairs to be carried out.[/vc_column_text][/vc_column][/vc_row][vc_row][vc_column][vc_gallery type=”image_grid” images=”15292,15293,15294,15295,15298,15299,15300,15301,15302,15303,15304,15305,15306,17271,17274,17275″][/vc_column][/vc_row]
Today we’ve collected one of our next projects, a 1996 Jaguar XJR Supercharged. Owned by the family since new, it has been stored in a barn for a number of years not being used. It is now time to get her back up and running once again.
First step is to return to our Ipswich workshops for a full inspection and assess any works that will need to be carried out.





